

unikezelo lwe-electrode ye-welding steel stainless aws e308 e308l
Iimpawu kunye nezicelo
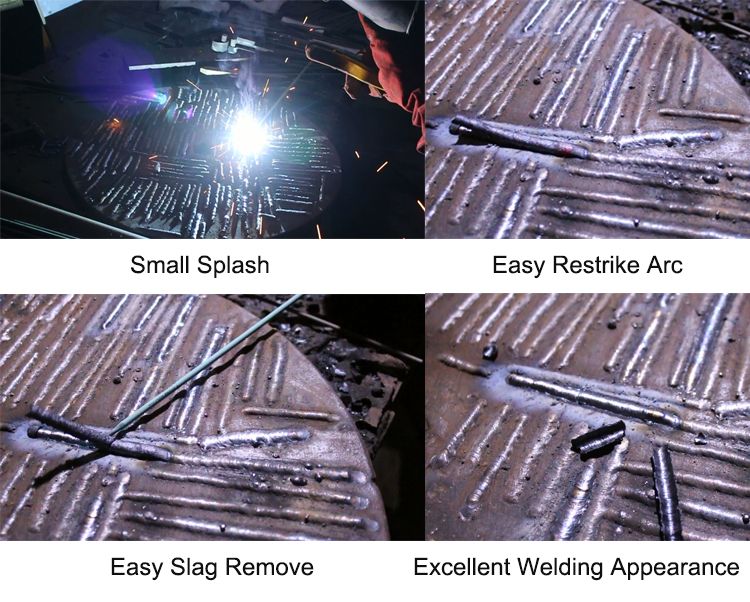
TheweldmetalofE308/308Lisa19Cr-10Ni austenite microstructure equlethe limitedō ferrite.Ukusebenza okugqwesileyo kokukhutshwa kwe-inslag, imbonakalo ye-weld bead, ukuwelda, ukuxhathisa umhlwa kubushushu obuphezulu zonke ziyafumaneka.Kufanelekile ukuthungwa kwensimbi ye-AlS1-304, i-AlSI-301 yensimbi kunye ne-AISI-302 yensimbi kuzo zonke izikhundla.
Isiseko esifanelekileyo se-metalforE308/308L: ipleyiti ebhityileyo engenasici, ihuluphu, umbhobho, umbhobho ongenamthungo, umbhobho oshushu, ipleyiti yesitya soxinzelelo, ibha yentsimbi, iforge.
Amanqaku ngokusetyenziswa
1. Coca ungcoliseko kwisiseko sentsimbi kwaye udlule ngebrashi yentsimbi engenasici.
2.Ukugcina i-arclength emfutshane kangangoko kunokwenzeka kucetyiswa kakhulu.Ngelixa i-welding kunye ne-weave method, uluhlu oluhambayo kufuneka lulawulwe ngaphakathi kwamaxesha angama-2.5 we-diaya yocingo.
3. Yomisa i-electrode kwi-250 ~ 300 ℃ imizuzu engama-60 ngaphambi kokusetyenziswa.Thatha izinto ezityiwayo zesiqingatha sosuku kwaye uzigcine kwindawo ekwi-100 ~ 150 ℃ ngexesha lenkqubo yokuwelda.
I-4.Sebenzisa i-current ephantsi ukukhusela ukukrazula kunye nokunciphisa i-metal dilution yesiseko.
Inkcazo
| Umzekelo | GB | AWS | Ububanzi (mm) | Uhlobo loKutyabeka | Okwangoku | Usebenzisa |
| CB-A102 | E308-16 | E308-16 | 2.5-5.0 | Uhlobo lweLime-titania | DC | Isetyenziselwa i-welding corrosion-resistant0cR19Ni9 kunye ne-0Cr19Ni11Ti izakhiwo zentsimbi engatyiwayo ngaphantsi kwe-300︒C |
Ukudityaniswa kwemichiza yentsimbi egciniweyo (%)
| C | Mn | Si | S | P | Cr | Ni |
| ≤0.02 | 0.85 | 0.70 | 0.030 | 0.010 | 19.3 | 9.5 |
IiPropati zeMechanical zeMetal eDiphozithiweyo
| Amandla Okuqina (Mpa) | Ubude (%) |
| 570 | 45 |
Ukupakisha


Umzi-mveliso wethu


Umboniso








Izatifikethi zethu









